
Preventative and Constructive Explosion Protection According to ATEX
Reliable extraction and collection of explosive dusts - our goal at Keller. As the manufacturer, we coordinate scheduled projects in detail with all necessary pre-planning between operators and ourselves. We possess the necessary expertise for comprehensive consulting, from the initial concept of the emission extraction system (in compliance with ATEX regulations 114/137), to the adoption of fire protection measures and the optional inclusion of heat exchange equipment.
Upon request, Keller will support customers in compliance with all applicable regulations.

Expert Assessment/Dust Analysis
Could the dust I am handling be explosive? Which preventative measures should be taken?
Find answers to your questions to help you achieve the optimal decision with our assistance.
Expert Assessment
A dust analysis performed by Keller provides additional clarification and assurance - click here for more information:
Dust Analysis

Explosion Parameters
Determining an Explosion Hazard According to ATEX 137 (operator’s guidelines)
Zone Division
The areas of operation must be divided into zones (VDI 2263-6/BGR 104):
Environment: Gas/mist/fumes
Hazardous if content is more than 50 % of the operation or continuous Zone 0
Occasional hazard if less than 50 % in the process Zone 1
No hazard during normal operation, or rare and short-term Zone 2
Environment: dust
Hazard if content is more than 50 % of the operation or continuous Zone 20
Occasional hazard if less than 50 % in the process Zone 21
No hazard during normal operation, or rare and short-term Zone 22
Classification into Device Categories According to ATEX 114 (manufacturer’s guideline)
Device Group I
Includes systems for underground and surface mining.
Device Group II
Classification of all systems in remaining explosion prone areas. All the following information pertains to device group 2.
Device Category 1
Hazard potential: continuous, frequent or over an extended period of time
Requirement: very strict safety procedures
Device Category 2
Hazard potential: occasional
Requirement: strict safety measures
Device Category 3
Hazard potential: rare or short-lived
Requirement: normal safety measures
Range of Applications According to Product Guidelines ATEX 114
In Zone 20 use only device category 1.
In Zone 21 system in device category 2 (+1) are permissible.
In Zone 22 suitable device category 3 (+2 and 1).
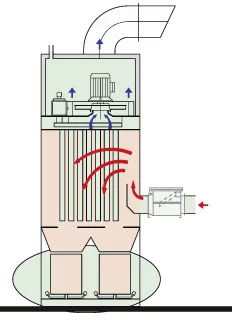
Zone classification based on the example of VARIO
red: Zone 20
green: Zone 22
Ignition Sources According to ATEX 114
List of Process-Related Ignition Source Types According to ATEX 114
- Sparks
- Flames
- High Surface Temperatures
- Arcing
- dB Levels
- Radiation in the Visual Range
- Electromagnetic Waves
- Electrostatic Charges
- Stray or Leaking Electrical Currents
- Heating by Friction
- Heating From Impact
- Shock Waves or Compression
- Chemical Reaction
Example: Dust Extraction During Aluminum Processing
During the mechanical aluminum processing hot, combustible sparks and chips can be created during impact with steel components.
These ignition sources can enter the filtration zone.
Evaluation of the ignition hazard should be performed under process monitoring during the extraction of metal dusts.
Example: Dust Separation During Weighing, Dosing, Mixing in the Plastic Industry
A basic component of organic substances and therefore plastics (with the exception of some silicons) is carbon.
The individual characteristics of various plastics are collected inside the equipment.
The flammability of plastics and the explosiveness of plastic dust is therefore variable.
Ignition sources related to the system or process themselves cannot be excluded.
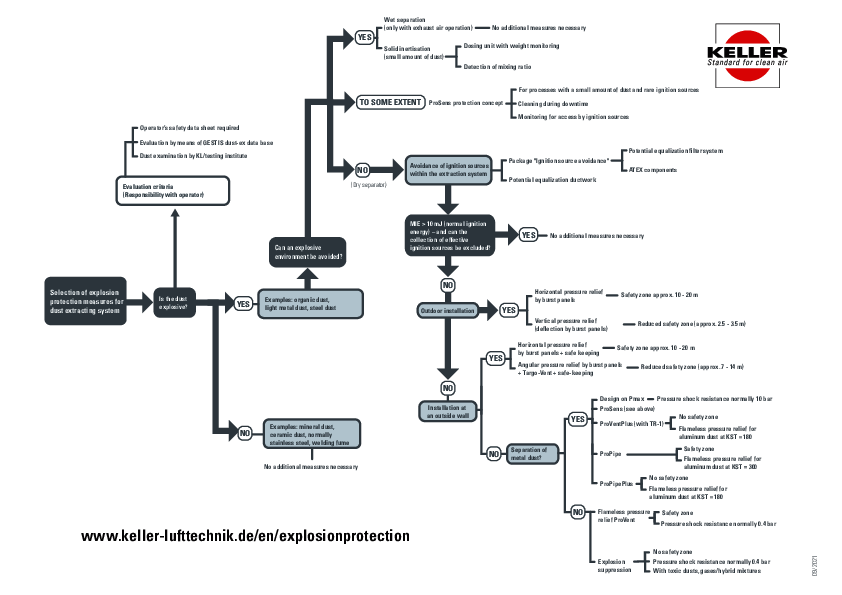
Explosion Prevention
To avoid hazards through explosions, explosion protection must occur systematically.
Please find information on primary and secondary explosion protection measures on pages “avoiding an explosive atmosphere” and “ignition-source free operation”.
It often makes sense to combine the possibilities of an explosion prevention with advantages of explosion protection. A very high safety level can be reached which can tolerate malfunction sources.
Residual Risk
A remaining risk due to unpredictable incidents cannot be avoided despite all measures taken.
VDI 2236, page 6 explains the performance of risk evaluations and the results of suitable protection measures.
1. Preventing an Explosive Environment
Avoiding a potential explosion seems to be an obvious safety measure – however, it may not be suitable for all processes. (Primary explosion protection)
Wet Separation
For this process, possible ignition sources are rinsed with water, preventing the creation of an explosive environment in the dust separator. Because of the variety of processes, this technology is not universally applicable.
Inertisation
When using inertisation, the separator is supplied with inert material such as limestone powder to avoid the creation of an explosive situation.
Especially suited for this are inert gases such as nitrogen, carbon or noble gases but even powdery inert material such as limestone powder (solid matter inertisation). When using powdery inert material, the addition of nine times the amount of the explosive dust amount can be required to achieve the inertisation effect.
The mixture ratio must ensure that the combination of inert material and explosive dust/air cannot set off an explosion.
The economic feasibility depends on the volume of dust created and the need for inert material.
2. Ignition Source Free Operation
An explosion can only be set off in the presence of an ignition source (secondary explosion protection)
Procedural Measures
These are to avoid common ignition sources such as welding, smoke and other sources of open flames.

Explosions Pentagon
Despite an explosive environment, an explosion is impossible with an ignition source-free operation
Eliminating Ignition Sources in the Separation System
Inadequate for especially ignition-prone dusts with MIE < 3 mJ and hybrid mixtures. All components inside EX zones must be approved according to ATEX in order to be ruled out as an ignition source. If the entry of an ignition source from outside of the separation system can be prevented safely, grounding the system components is sufficient. The system is safeguarded from current leakage and stray currents. Grounding prevents electrostatic spark discharge. Additional conductive and grounded filter elements can be installed.
Ignition Source Monitoring
For processes with possible spark creation (e. g. aluminum processing), the system can be monitored by a spark sensor. If entry is detected, the SPS can prevent the next cleaning cycle.
Further information (ignition source monitoring) >>
Cleaning During System Downtimes
If the separation process is interrupted to clean the filter elements, no ignition sources exist.
Explosion Protection According to BGR 104 and VDI 2263
If the above-mentioned measures are inadequate to prevent an explosion and its effects, additional explosion protection methods can be installed.
Directives BGR 104 and VDI 2263 differentiate among the following protection measures:
– Explosion-proof construction
– Explosion pressure relief
– Explosion suppression
– Prevention of flame and explosion transfer
1. House Design
Explosion Pressure-Surge Resistant
For smaller explosion hazards, the system is designed according to this category.
Explosion Pressure Resistant
Calculated according to the maximum explosion pressure or the reduced maximum explosion pressure, the filter housing should resist an explosion without buckling.
2. Integrated Explosion Pressure Relief
1. Explosion Pressure Relief for Organic Dusts
In outdoor installation or adjoining outer walls, it is feasible to use burst panels as an explosion pressure relief to cover a large safety zone. Please consider a possible flame outlet.

Burst panel
By integrating a flameless pressure relief, flames and heat can be adsorbed by a stainless-steel mesh screen. Please take into consideration adequate safety distances.

Dust Collector VARIO with ProVent
Animation >
2. Flameless Explosion Pressure Relief for Metals
ProPipePlus and TR-1 ProVentPlus ensure a danger free explosion relief in closed rooms.
ProPipePlus is a patented system with flame trap and dust retention made of stainless steel. This system does not require a protection zone. There exists a special design for aluminium dusts.
ProPipePlus at VARIO 2
Animation >
TR-1 ProVentPlus is specially suited to separate explosive dust from machine tools with dry processes or MQL.
The combustion products of the flameless pressure relief are guided upwards by means of a deflection channel. A safety zone is not required.
However, an individual assessment according to DIN EN 16009 is required.

3. Explosion Suppression
Suitable for Reduced Maximum Explosion Pressure
A dynamic pressure sensor is activated when it detects the pressure in the filter area and the pressurized tank which stores the extinguishing agents.
The extinguishing agent is dispensed within 50ms and an explosion is prevented. The emerging explosion pressure normally reaches 0.4 bar excess pressure when terminated.
The system is approved for organic dust.
Perfect for Toxic Dusts
Since the effects are limited only to the interior of the system, this procedure is perfectly suited for toxic dusts.
Round filter with explosion suppression
4. Explosion Decoupling of Clean Air and Dirty Air Ducts
Protection Against Consequences of Explosions and Personal Injury
Air pollution control systems with explosion-proof construction, explosion suppression or explosion pressure relief must be explosion-decoupled.
This is to prevent successive explosions and personal injury from the airborne shock wave and possible flames.
It must be clarified if a complete or partial flame and pressure reduction is adequate or necessary.
Decoupling the Clean Air Duct
Normally, the advance of flames into the clean air duct is prevented by filter elements. However, filters are not considered as a protective system since they can be flammable.
The clean air duct should resist the reduced explosion pressure and may only terminate in a non-hazardous location.
As an alternative to decoupling the clean air duct, pressure relief vents with burst panels can be installed.
Quick closing valves can also be used to decouple flame and pressure.
Dirty Air Duct Decoupling
A verified method is our ProFlap back pressure flap.
During operation, the downstream mounted back pressure flap is kept open by the air flow. During an explosion inside a protected system, the flap is closed by the pressure surge inside the ductwork.

ProFlap Back Pressure Flap
For Animation
Extinguishing Barrier (Flame Barrier)
This device is activated by a sensor and dispenses depressurized extinguishing agent into the duct in the event of a dust explosion.
The flames are suffocated however the shock wave is not contained, which is the reason why the downstream system components must be designed to withstand a reduced explosion pressure.
5. Dust Discharge Decoupling
Protection Against the Consequences of an Explosion and Personal Injury
Decoupling of Dust Discharge
The locking function of a rotary valve can be used to avoid an explosion from spreading inside the dust collection tank. The modified design is flameproof. The same result can be achieved with a lock.
As an alternative, pressure-surge proof design of the dust collection tank can also be selected.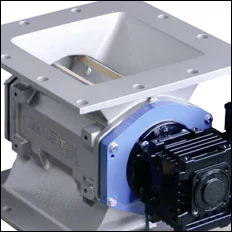
Rotary valve
Solutions
Keller dust extraction systems with constructive explosion protection according to ATEX can be found in all areas of industry throughout the world. Depending on the application, various technological solutions can be applied.
See specific customer applications below without indicating the system user. We will be pleased to personally discuss our reference systems with you.
Paint or Spray Dusts
Example 1
Process:
Wet painting
Dust:
Paint overspray
Protection Concept:
Preventing ignition sources
Technological Solution:
VARIO-RECLAIM ZQV
(fumes and dust)
Example 2
Process:
Undercoat spraying
Dust:
Undercoat overspray
Protection Concept:
Preventing ignition sources
Technological Solution:
VARIO-RECLAIM ZQV
Metallic Dusts
Example 1
Process:
Dry aluminum processing
Dust:
Aluminum dust
Protection Concept:
Explosion pressure relief
Technological Solution:
Single separator TR-1 | ProVent
Example 2
Process:
Aluminum processing using MQL
Dust:
Aluminum dust and aerosols
Protection Concept:
Combination of preventing an Ex-environment and avoidance of ignition sources
Technological Solution:
VARIO 2 with ProSens
Example 3
Process:
Grinding
Dust:
Brass grinding dust
Protection Concept:
Avoiding an explosive environment
Technological Solution:
Wet separator VDN 12.5
Organic Dusts
Example 1
Process:
Textile trim extraction
Dust:
Fabric fibers (laminate residues)
Protection Concept:
Explosion pressure relief
Technological Solution:
JET-SET dust collector with burst panels and ProFlap
Example 2
Process:
Turning of plastics
Dust:
Polyethylene dust
Protection Concept:
Explosion pressure relief
Example 3
Process:
Manual grinding of GFC components
Dust:
Plastic dusts
Protection Concept:
Avoiding ignition sources
Technological Solution:
Work booth with de-dusting cell EZV designed according to ATEX